
Published December 07, 2022 | 6 minute read
Published December 07, 2022 | 6 minute read
Only the top systems and machinery will ensure the best operational performance and overall success of your brewery operations.
Sunair Co. carries a robust selection of premier pumps and reliability products from trusted, industry-leading brands to guarantee that whatever your food and beverage manufacturing operations require, you’ll be equipped to deliver the best products safely and reliably.
Commercial brewing operations fall under the purview of the Food and Drug Administration (FDA), and as such must adhere to stringent environmental, health, and safety regulations—just like the other sectors of the food and beverage industry.
Breweries must register with the FDA and can be subject to random and unexpected inspections, and failing to meet its standards can result in legal, operational or financial consequences including fines, forced shutdowns, and more.
Commercial breweries typically utilize large amounts of water and require proper equipment and sanitation procedures to ensure the safety of your products.
There are also numerous potentially hazardous materials involved in brewing operations, including harmful chemicals to air emissions, and using the best quality equipment can help guarantee the welfare of your employees and working environments.
Your process equipment can also consume a lot of energy during operation, making operational efficiency a critical concern.
Utilizing the ideal equipment helps ensure top operational performance and minimize the risks associated with the industry.
Breweries require a wide range of industrial equipment to function successfully, including:
Facilitating your many brewing processes are a multitude of pumps and reliability equipment that work to keep your operations running smoothly and effectively.
Some of the Most Commonly Conveyed Products in Commercial Brewing include:
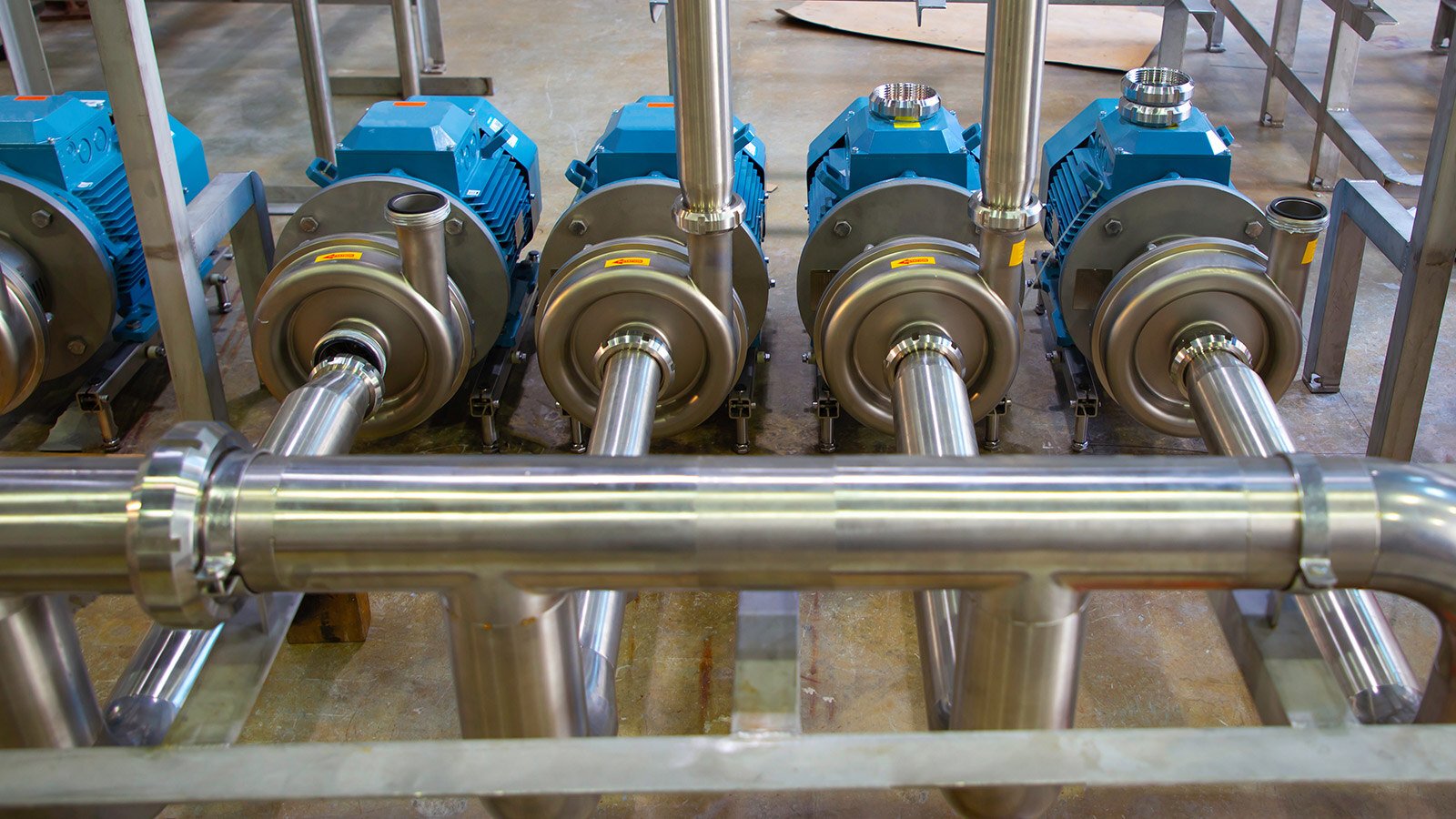
Centrifugal pumps span a wide range of styles for use in diverse applications. These types of pumps are great for moving fluid at low to very high flow rates, at generally low to moderate pressures, as well as clean fluids or fluids with relatively few solids.
Q-Pumps offers:
Model QC and QC+ sanitary centrifugal pumps that meet 3A standards while matching the footprint of numerous other brands, usually with equivalent or superior performance. Reliability enhancing design upgrades extend pump performance compared to competitors’ brands. Parts are also designed to fit many other commonly used brands.
Model QIS is Q-Pumps’ own innovation in pump design, featuring high reliability internal mechanical seals, industry-leading efficiency, electropolished and compliant with 3A and EHEDG standards.
March Pumps manufacture sealless magnetic-drive pumps made with FDA compliant materials that are ideal for micro-breweries.
Sulzer offers a complete range of pumps and reliability products for brewery waste treatment, including: model CPT & CPE ANSI and APT heavy-duty end-suction centrifugal pumps and ABS submersible pumps, ideally suited for brewery wastewater, as well as XRW submersible and SALOMIX and SCABA top- and side-entry tank-mounted mixers, OKI, XTA, and XTAK aerators, and HST turbo-blowers.
Positive Displacement Pumps are also used in commercial breweries for transferring viscous, shear-sensitive, and other difficult to pump media. They are used for various manufacturing processes requiring transfer of thick liquids or those with solids, which are incredibly useful for pumping mash-in-wort, syrups, liquid sugar, or yeast slurry.
Some of the most popular positive displacement pumps used in brewing include rotary lobe pumps, progressing cavity pumps, air-operated diaphragm pumps, hose pumps, and flexible impeller pumps, which is why Sunair Co. works with the best and most reliable manufacturers in the industry to deliver the high quality equipment your brewing processes demand.
Q-Pump manufactures the QL Rotary Lobe pumps which feature twin rotors and are designed to meet 3A and EHEDG standards, as well as the Q-Pump QP Rotary Circumferential Piston pumps.
SEEPEX produces a line of progressing cavity pumps used for an assortment of brewing applications, including:
Yamada air-operated diaphragm pumps with FDA materials offer a range of operational benefits for brewing facilities, including:
Albin Peristaltic hose pumps with FDA materials feature volumetric accuracy, use a gentle, low shear pumping action, are able to run dry, and are designed with a simple, sealless, valveless, low maintenance construction.
Sunair provides a range of other unique products from trusted manufacturers to aid your brewing operations.
Nikuni regenerative turbine pumps deliver fine nano-bubble aeration which results in highly efficient operation of your DAF (dissolved air flotation) system.
Discflo disc pumps which operate using boundary-layer, viscous-drag principles are available in industrial or model SP sanitary construction and are suited for thin or thick fluids, shear-sensitive or abrasive fluids, and slurries with large solids or high concentrations of solids.
Variable frequency / speed drives (VFDs or VSDs) such as are offered by Emotron, Invertek, and others are commonly used to vary pump performance to maintain process requirements such as flow, pressure, level, or temperature. These often sit within mobile carts, for quick and convenient positioning around a facility as needed.
Blackmer compressors are oil-free reciprocating compressors which are well-suited for CO2 recovery.
AESSEAL makes all manner of component and cartridge mechanical seals including dual seals as well as water management systems, which help to drastically reduce water consumption by providing closed loop seal support for dual pressurized seal application.
Finally, both Royal Purple and Bel-Ray offer industrial lubricants including s H1 and H2 food grade oils and greases for virtually every application within a brewery.
Sunair Co. partners with some of the most renowned manufacturers in the industry to provide the highest-quality industrial food processing pumps and reliability equipment.




Leave a comment