
Published October 14, 2022 | 4 minute read
Published October 14, 2022 | 4 minute read
Energy is by far the highest cost associated with rotating equipment ownership, making improved efficiencies a critical and ongoing focus for operators, regulators, and manufacturers.
Your choice of pump, therefore, has never been more important.
Sunair Co. has partnered with industrial pump and flow equipment manufacturer Sulzer—a global leader in fluid engineering specializing in sustainable materials and practices—to provide their extensive line of high-efficiency CPE ANSI pumps, which are expressly designed to optimize your operations while reducing overall energy and ownership costs.
Sulzer’s new CPE ANSI pumps are specially engineered to comply with the strictest energy and environmental regulations, handle a wide variety of industrial applications, and maximize efficiencies throughout your process.
Here’s how Sulzer’s CPE ANSI pumps can transform your operations, while benefiting your bottom line:
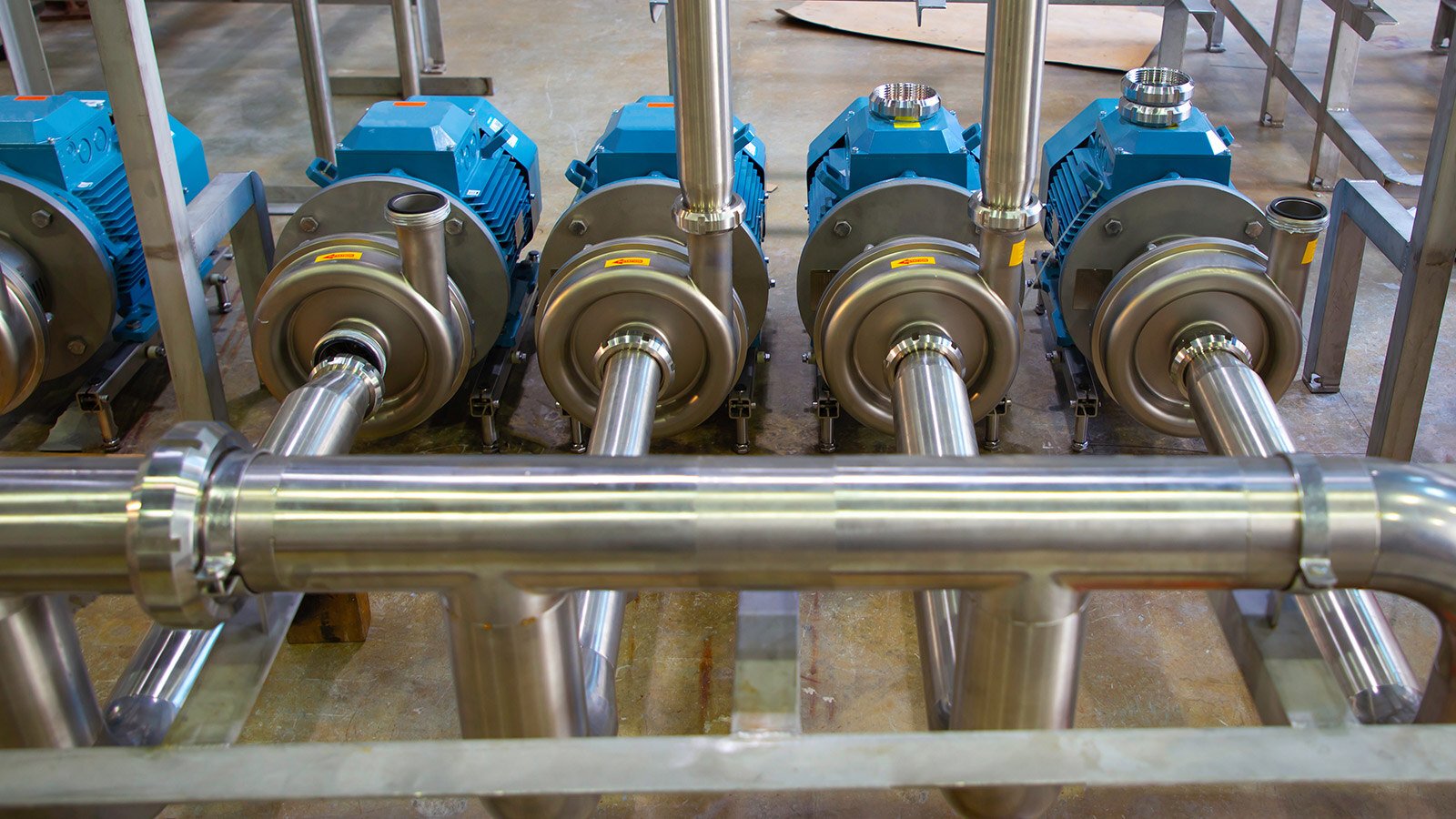
Sulzer’s CPE pumps are built with revolutionary hydraulics to achieve the highest possible operational efficiencies in the ANSI pump market, unparalleled performance and reliability, and lowest life cycle costs.
They handle extreme operating conditions, including:
These pumps meet the requirements of ASME B73.1, and exceed those of all environmental directives and energy efficiency targets for pumps, globally.
The European Union (EU) was the first to set standards regarding pump performance, with the Ecodesign for Energy-Related Products Regulations 2010 regulating the environmental impact, energy efficiency, and greenhouse gas emissions of water pumps.
The U.S. Department of Energy (DOE) did so in 2016 with the Pump Energy Index (PEI), providing a standard for clean water pumps operating in the 1 to 200 horsepower (HP) range.
Sulzer long ago recognized the growing trend of prioritizing energy efficiency, and took the bold step of completely redesigning its chemical ANSI pump range using advanced CFD modeling tools to meet and vastly exceed DOE 2020 efficiency standards. They are to our knowledge the only ANSI pump manufacturer to do so.
There is a baseline threshold PEI value of 1.0 for water pumps. This was expected to eliminate 25 percent of the worst performing pumps from the market. Sulzer’s pumps extend far beyond this and have broken records to achieve an industry-leading PEI value of 0.77!
Sulzer CPE pumps are also certified to NSF61 and NSF372 standards for use with drinking water.
Sulzer’s CPE ANSI pumps feature revolutionary hydraulics, trouble-free shaft sealing, and heavy-duty bearing units to ensure enhanced reliability and best possible protection against unplanned shutdowns.
They utilize an innovative impeller design, which results in higher efficiency, lower Net Positive Suction Head Required (NPSHR), and lower minimum flows. Additionally, they feature a sturdy design and incorporate robust materials to guarantee longevity, including:
Sulzer utilizes an innovative construction process for its CPE ANSI pumps, which among other benefits, means an extended lifespan, reduced maintenance and downtime, and minimized total cost of ownership.
Greater efficiencies equate to dramatic, long-term energy savings and lower operational costs, while solid construction results in minimal service and maintenance, which translates to lower associated expenses.
Replacement parts have a high level of standardization—making them less expensive. They are also generally easy to change and install—further reducing operational and maintenance costs.
Overall, incorporating Sulzer’s CPE ANSI pumps can result in an up to 23 percent reduction in total cost of ownership, while boasting the lowest total life cycle costs in the industry!
Sulzer’s CPE pump baseplates are manufactured with a variety of materials such as PIP, API, and non-metallic designs, to suit a range of industrial applications, including corrosive transfers, slightly contaminated liquids, and fibrous slurries.
They also can optionally be fitted with Sulzer’s new heating jacket to ensure uniform heat transfer to the pump for the purposes of thermal maintenance, heat-up/melt-out, or cooling for applications that require a specific liquid temperature for smooth pumping. It evenly distributes heat across the entire pump, preventing sedimentation, crystal growth, or solidification of the fluid.
In addition to the CPE line of ANSI pumps, Sulzer also manufactures paper stock and waste water pumps, multi-stage high-pressure pumps, submersible pumps, axial flow and elbow pumps, mixers, aerators, and blowers for whatever your specific applications require.
Sunair Co. is a full-service Sulzer industrial supplier, and we provide its entire line of pumps and reliability products, as well as installation, repair, and maintenance services, to help ensure your industrial operations run at peak efficiency, for longer.




Leave a comment