Published April 22, 2022 | 4 minute read
Published April 22, 2022 | 4 minute read
Emptying drums of highly viscous materials that are not self-leveling, on the other hand, is a particularly tricky challenge facing many plant engineers and operators.
Some plants still use manual suction wands for these cases, but these are inefficient and wasteful. Others may choose to transfer materials manually by scooping them out, or they may use a stand-alone pump, but this too often results in excess waste or product contamination. Additionally, these processes may require products to be diluted for transfer and for containers to be cleaned prior to reuse, which takes more time and resources, and potentially risks employee injury and food safety.
A drum unloader, alternatively, is one of the safest and most efficient means of transporting highly viscous, difficult-to-transfer materials manufacturing operations that are not self-leveling or cannot be handled by a drum pump or suction wand.
In food and beverage, products unloaded in this manner include tomato paste, salad dressing, peanut butter, meat paste, fruit juice, condiments, sauces, chocolate spread and cookie filling. A similar need for this versatile and easy approach exists in industries such as personal care, pharmaceuticals, and chemical processing.
Ensuring you utilize the highest-quality drum unloaders for such critical processes from an experienced and dependable supplier such as Sunair Co. should be a top priority to minimize associated costs and risks, and maximize efficiencies.
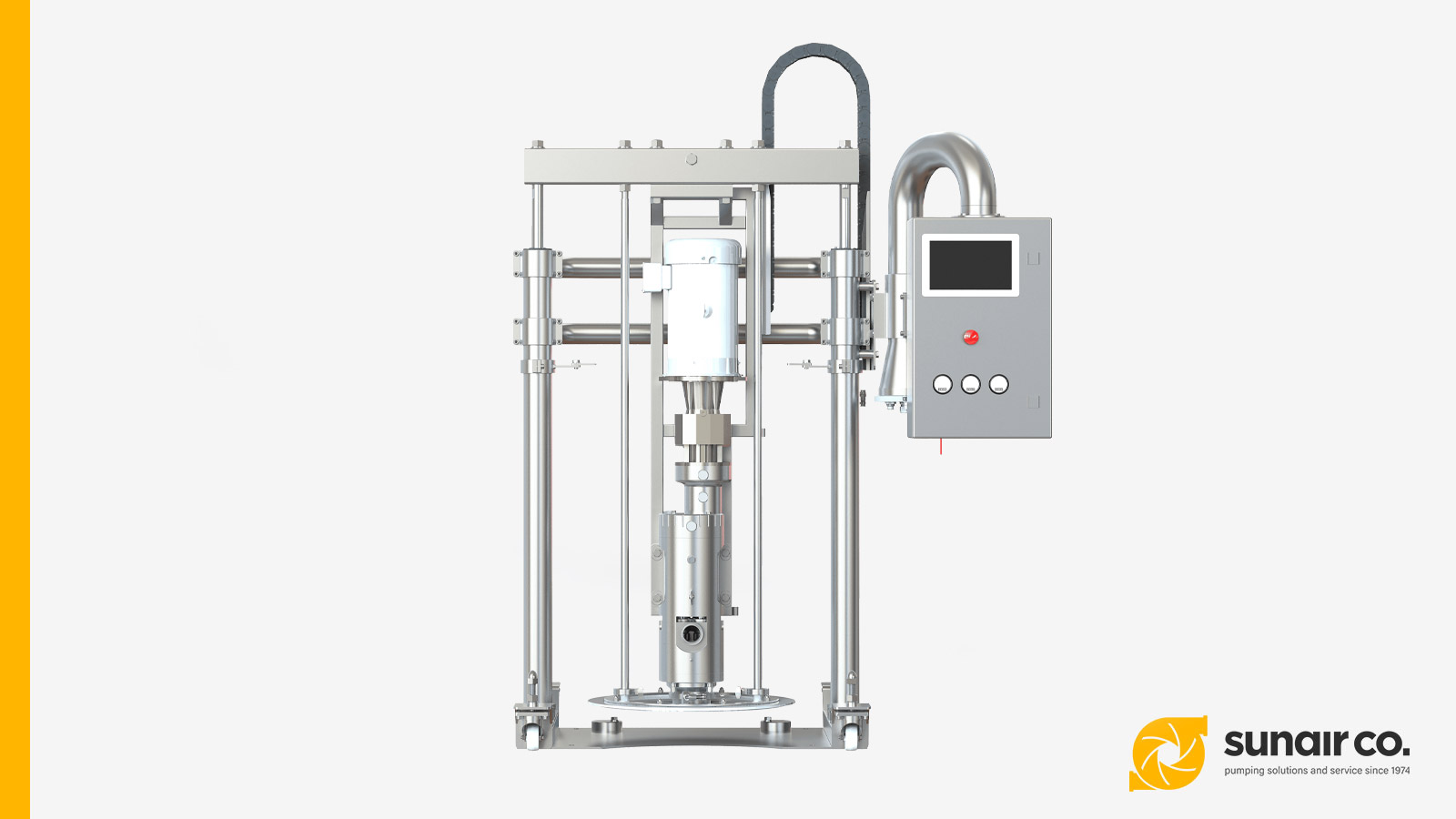
Drum unloaders are turnkey systems designed to securely hold a drum while an included pump, with controls, pumps out its contents quickly, safely, and completely. A wiper plate, usually with an inflatable seal, seals the sides of the drum and applies downward force on its contents to exclude airborne contaminants and ensure material doesn’t escape.
Many designs use an air-operated diaphragm pump for viscosities up to about 100,000 cP, or air-driven piston pumps for higher viscosities up to 1,000,000 cP. While effective, these air and piston pump ram systems tend to pulsate and are prone to wear and fatigue. Notably, they also require regular dismantlement for sanitary cleaning, which is time consuming and can itself lead to reduced reliability and efficiency.
Drum unloader systems are sealed by a ram plate cover to ensure material doesn’t escape and prevent airborne contaminants and bacteria from polluting your products.
Drum unloaders come in a variety of shapes and sizes, and newer models typically feature inflatable wiper seals on the ram plate that inflate to the appropriate pressure and gently scrape the side of the drum as the ram plate moves. This makes it easier to evacuate the material and clean the container afterward.
Drum unloaders like the Q-Pumps model QDU using twin-screw pumps such as the Q-Pumps QTS pump offer meaningful advantages over other systems in common use. The QDU drum unloader provides a constant, non-pulsating flow of materials while handling viscosities up to 1,000,000 cP. It can generate pressure up to 360 psi and achieve more accurate metering and a more sanitary transfer overall, making it ideal for the food and beverage industries. And significantly, the QTS twin-screw pump can be cleaned-in-place without disassembly, serving as its own CIP pump owing to its non-contacting twin-screw design. These characteristics of the QDU drum improve efficiency, safety, and reliability.
Drum unloaders are utilized across a wide range of industries, and particularly in applications that require moving highly viscous or difficult-to-transfer materials. Their ability to handle products from peanut butter to lotions and creams, and even cosmetics such as mascara, make these systems invaluable.
Drum unloader systems can operate in a fraction of the time and achieve a 99-percent evacuation rate, even for highly viscous materials, without contaminating, diluting, or heating it. In fact, drum unloaders typically take about five minutes to evacuate their loads, compared to the other methods that can last around 30 minutes.
With the ability to safely and efficiently handle a wide variety of products and materials, utilizing the right drum unloader for your application will save you time and money, while preventing product contamination.
Finding the right drum unloader for your processes requires working with a supplier that understands the industry and will consult with you to identify and install the perfect equipment to fit your needs.
Sunair carries a robust selection of some of the highest-quality industrial pump and reliability equipment on the market for food and beverage industry applications, from pumps and mixers to aerators and FDA-approved lubricants. You can be sure that Sunair only works with the best manufacturers to ensure the highest-quality solutions for our clients.
Check out our extensive line of Q-Pumps products, including the QDU Series of drum unloader equipment. It boasts some of the fastest unloading times in the industry, utilizing efficient electric motors for quieter and more energy-efficient and cost-effective operations.
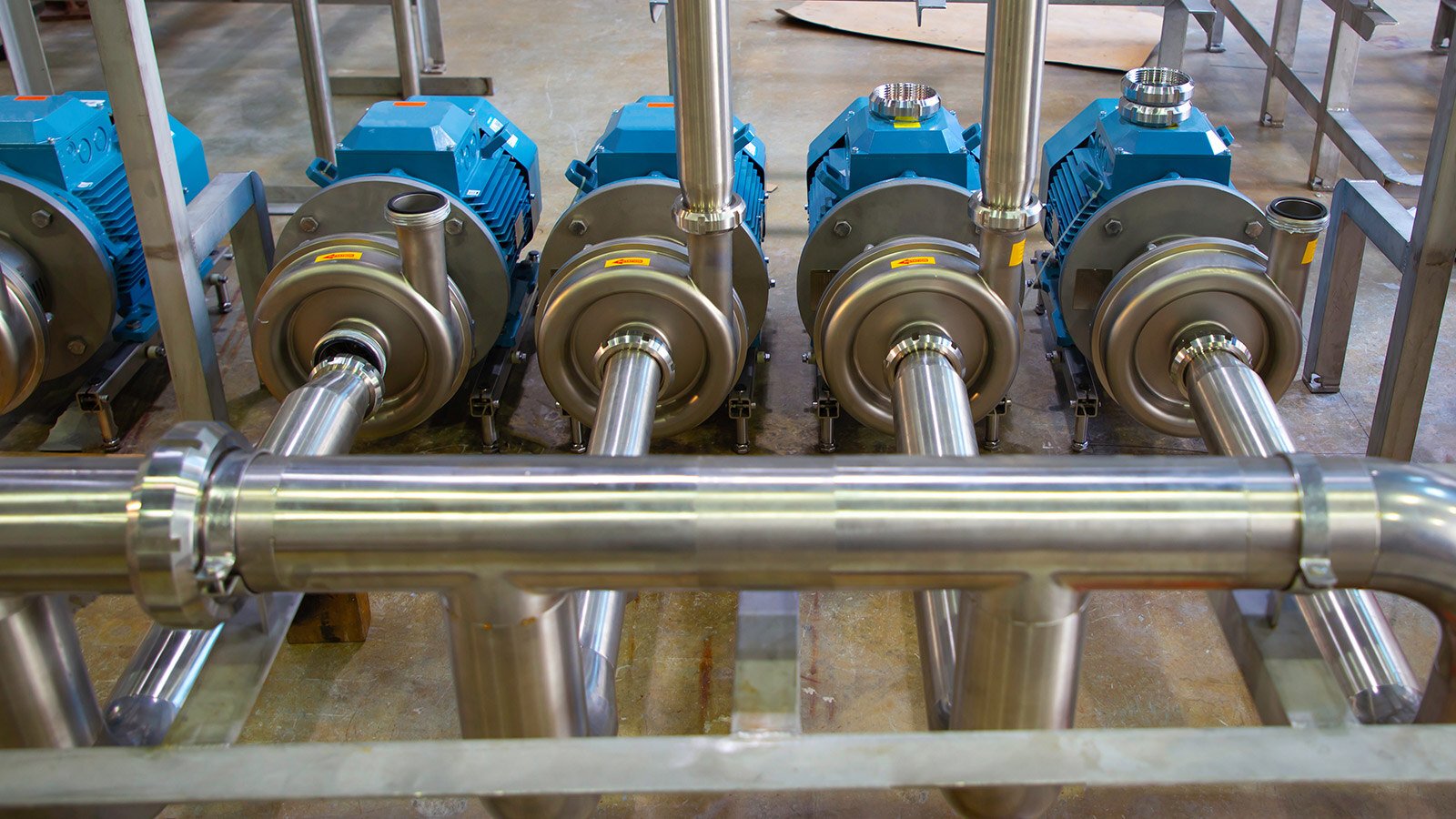
The QDU system integrates an EHEDG-certified QTS Pump—also available from Sunair—and consists of twin screw pumps optimal for a wide range of industrial applications.




Leave a comment